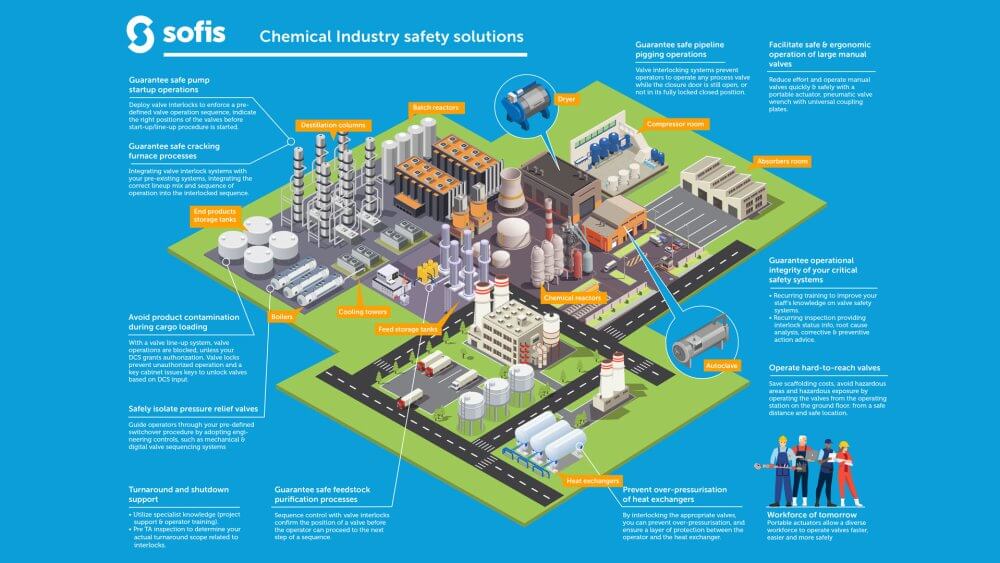
Chemical plants manufacture or process chemicals using specialized equipment, units, and technology in the manufacturing process. Other kinds of plants, such as polymer, pharmaceutical, food, and some beverage production facilities, power plants, oil refineries, natural gas processing, and biochemical plants, use many technologies that have similarities to chemical plant technology... read more →